

CCMT09T304-PSS AH725 Carbide Turning Insert: High-Performance CNC Machining Solution
CCMT09T304-PSS AH725 Carbide Turning Insert
Premium Grade CNC Turning Tool for High-Performance Machining Applications
Product Overview
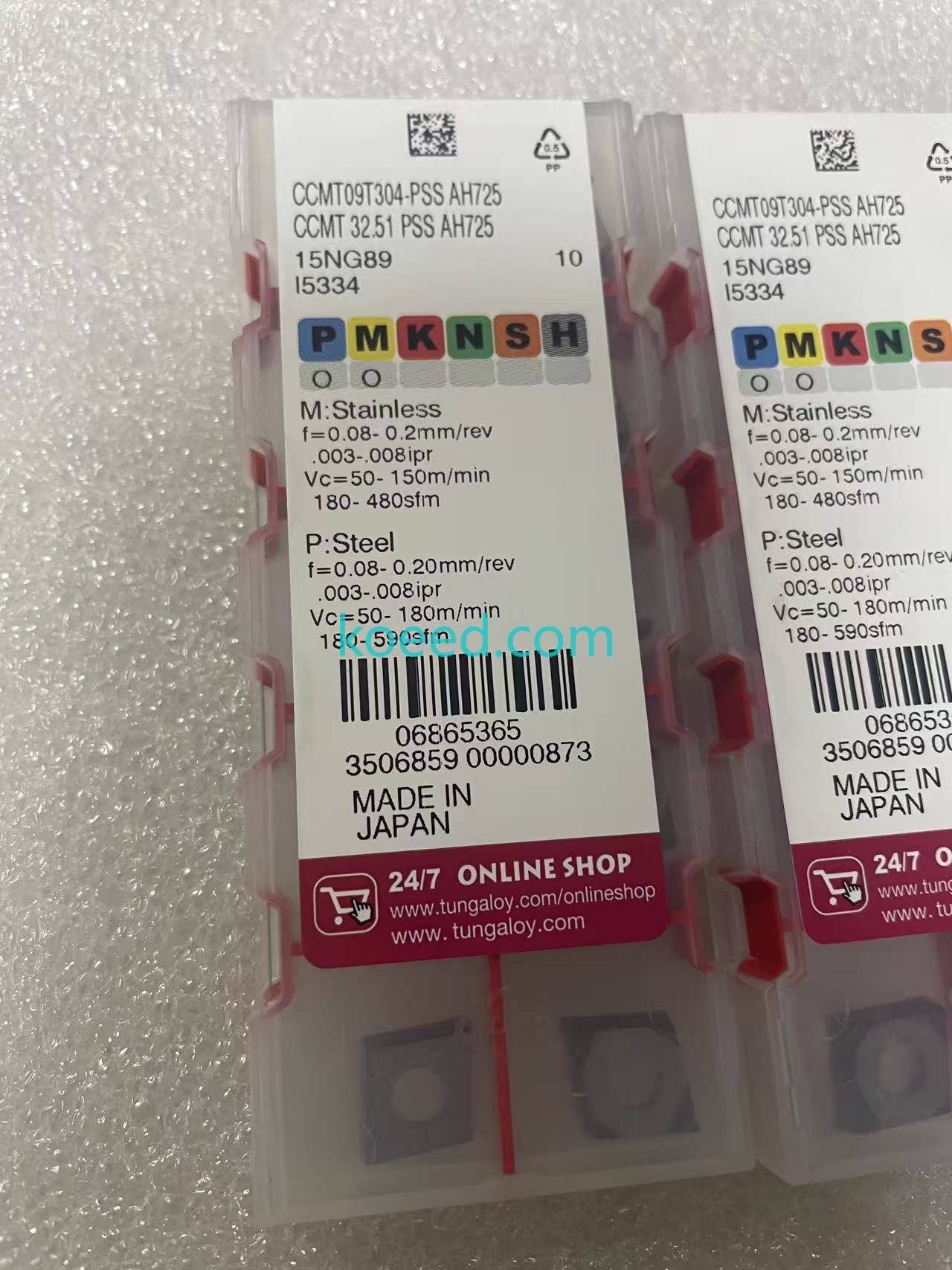
The CCMT09T304-PSS AH725 is a high-performance carbide turning insert designed for precision CNC machining operations. This ISO-standard insert features a rhombic 80° shape with a positive geometry, making it ideal for a wide range of turning applications including finishing, medium, and roughing operations.




Technical Specifications
| Parameter | Specification | Description |
|---|---|---|
| Insert Shape | Rhombic 80° | ISO designation C (Rhombic 80°) |
| Clearance Angle | 7° | Positive clearance angle for efficient chip removal |
| Cutting Edge Length | 9.525 mm | Standard 3/8 inch cutting edge |
| Insert Thickness | 3.18 mm | Standard 1/8 inch thickness |
| Corner Radius | 0.4 mm | Small corner radius for precision finishing |
| Grade | AH725 | Premium PVD-coated carbide grade |
| Coating | Multi-layer PVD | Advanced coating for wear resistance |
| Hole Type | PSS (Positive with Screw Hole) | Positive geometry with screw hole for secure clamping |
Key Features & Benefits
Advanced PVD Coating Technology
The AH725 grade features a multi-layer PVD coating that provides exceptional wear resistance and thermal stability. This coating technology ensures extended tool life and consistent performance across various machining conditions.
Optimized Chip Control
The positive geometry and precision-ground chipbreaker design promote excellent chip control, reducing the risk of chip entanglement and improving surface finish quality.
Versatile Application Range
Ideal for turning operations on various materials including carbon steels, alloy steels, stainless steels, and cast irons. Suitable for both wet and dry machining conditions.
Enhanced Productivity
Allows for higher cutting speeds and feed rates compared to conventional carbide inserts, resulting in reduced machining time and increased productivity.
Recommended Cutting Parameters
| Material Type | Cutting Speed (m/min) | Feed Rate (mm/rev) | Depth of Cut (mm) |
|---|---|---|---|
| Carbon Steel | 180-250 | 0.15-0.30 | 0.5-3.0 |
| Alloy Steel | 150-220 | 0.12-0.25 | 0.5-2.5 |
| Stainless Steel | 120-180 | 0.10-0.20 | 0.5-2.0 |
| Cast Iron | 140-200 | 0.15-0.35 | 0.5-3.0 |
Frequently Asked Questions
The ISO designation breaks down as follows: C = Rhombic 80° shape, C = 7° clearance angle, M = Tolerance class, T = Screw hole type, 09 = Cutting edge length (9.525 mm), T3 = Insert thickness (3.18 mm), 04 = Corner radius (0.4 mm).
The PSS (Positive with Screw Hole) design provides secure clamping through a screw mechanism, ensuring excellent stability during high-speed machining operations while maintaining positive cutting geometry for efficient chip removal.
Yes, the CCMT09T304-PSS AH725 is designed for versatile applications. The 0.4 mm corner radius makes it suitable for finishing operations, while the robust carbide substrate and coating allow for effective roughing when using appropriate cutting parameters.
This insert is compatible with standard tool holders designed for CCMT09T304 inserts. Common holder types include DCLNR, SCLCR, and other turning tool holders with appropriate pocket geometry for secure clamping.
The AH725 grade represents a premium PVD-coated carbide with enhanced wear resistance and thermal stability. It typically offers 20-30% longer tool life compared to standard coated carbide grades in similar applications.
Trust Metrics & Industry Standards
Application Recommendations
Ideal Applications:
- General purpose turning operations
- Medium to high-speed machining
- Finishing and semi-finishing operations
- Batch production environments
- Automotive component manufacturing
- General machinery parts production
Material Compatibility:
- Carbon steels (C < 0.6%)
- Alloy steels
- Stainless steels (austenitic, ferritic)
- Cast irons (gray, ductile)
- Heat-resistant alloys
Maintenance & Storage Recommendations
To ensure optimal performance and longevity:
- Store inserts in original packaging in a dry, temperature-controlled environment
- Use proper tool holders with clean, undamaged pockets
- Apply correct torque when tightening clamping screws
- Regularly inspect cutting edges for wear patterns
- Rotate inserts regularly to utilize all cutting edges
- Follow manufacturer's recommended cutting parameters



